Yarı iletken imalatında, bir alt tabakanın veya altlık üzerinde oluşan ince bir filmin işlenmesi sırasında "aşındırma" adı verilen bir teknik vardır. Aşındırma teknolojisinin gelişimi, Intel'in kurucusu Gordon Moore'un 1965 yılında yaptığı "transistörlerin entegrasyon yoğunluğunun 1,5 ila 2 yıl içinde iki katına çıkacağı" (genellikle "Moore Yasası" olarak bilinir) öngörüsünün gerçekleşmesinde rol oynamıştır.
Aşındırma, biriktirme veya yapıştırma gibi "ekleyici" bir işlem değil, "çıkarıcı" bir işlemdir. Ayrıca farklı kazıma yöntemlerine göre “ıslak aşındırma” ve “kuru aşındırma” olmak üzere iki kategoriye ayrılır. Basitçe söylemek gerekirse, ilki eritme yöntemi, ikincisi ise kazma yöntemidir.
Bu yazıda her aşındırma teknolojisinin (ıslak aşındırma ve kuru aşındırma) özelliklerini ve farklılıklarını, ayrıca her birinin uygun olduğu uygulama alanlarını kısaca açıklayacağız.
Dağlama işlemine genel bakış
Aşındırma teknolojisinin 15. yüzyılın ortalarında Avrupa'da ortaya çıktığı söyleniyor. O zamanlar, çıplak bakırı aşındırmak için oyulmuş bir bakır plakaya asit dökülerek bir gravür oluşturuluyordu. Korozyonun etkilerinden yararlanan yüzey işleme teknikleri yaygın olarak "aşındırma" olarak bilinir.
Yarı iletken üretiminde dağlama işleminin amacı, alt tabakayı veya alt tabaka üzerindeki filmi çizime göre kesmektir. Film oluşumu, fotolitografi ve dağlamanın hazırlık aşamalarının tekrarlanmasıyla düzlemsel yapı, üç boyutlu bir yapıya dönüştürülür.
Islak aşındırma ve kuru aşındırma arasındaki fark
Fotolitografi işleminden sonra, açığa çıkan alt tabaka bir dağlama işleminde ıslak veya kuru olarak dağlanır.
Islak aşındırma, yüzeyi aşındırmak ve kazımak için bir çözüm kullanır. Bu yöntemin hızlı ve ucuz bir şekilde işlenebilmesine rağmen dezavantajı işleme doğruluğunun biraz daha düşük olmasıdır. Bu nedenle, kuru aşındırma 1970 civarında doğdu. Kuru aşındırma bir çözüm kullanmaz, ancak alt tabaka yüzeyine çarparak onu çizmek için gaz kullanır ve bu da yüksek işleme doğruluğu ile karakterize edilir.
“İzotropi” ve “Anizotropi”
Islak aşındırma ve kuru aşındırma arasındaki farkı ortaya koyarken temel kelimeler "izotropik" ve "anizotropik"tir. İzotropi, madde ve uzayın fiziksel özelliklerinin yöne göre değişmemesi, anizotropi ise madde ve uzayın fiziksel özelliklerinin yöne göre değişmesi anlamına gelir.
İzotropik aşındırma, aşındırmanın belirli bir nokta etrafında aynı miktarda ilerlediği anlamına gelir ve anizotropik aşındırma, aşındırmanın belirli bir nokta etrafında farklı yönlerde ilerlediği anlamına gelir. Örneğin, yarı iletken üretimi sırasındaki aşındırma işleminde, anizotropik aşındırma genellikle yalnızca hedef yönün kazınacağı ve diğer yönlerin bozulmadan bırakılacağı şekilde seçilir.
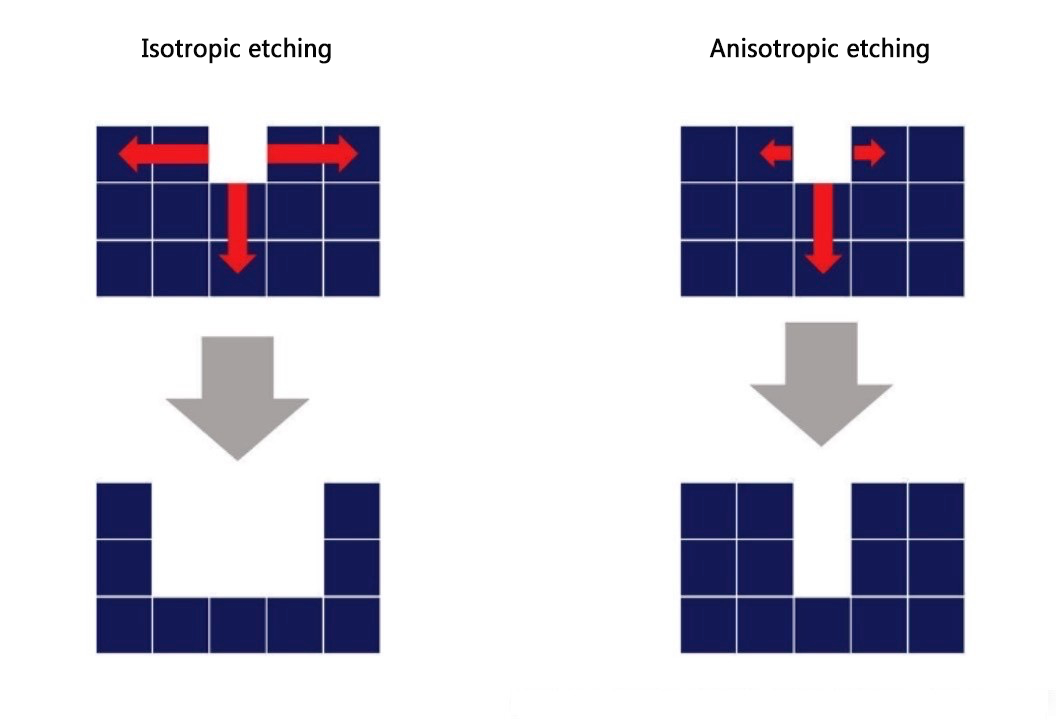 “İzotropik Etch” ve “Anizotropik Etch” görselleri
“İzotropik Etch” ve “Anizotropik Etch” görselleri
Kimyasallar kullanılarak ıslak aşındırma.
Islak aşındırma, bir kimyasal ve bir substrat arasındaki kimyasal reaksiyonu kullanır. Bu yöntemle anizotropik aşındırma imkansız değildir ancak izotropik aşındırmaya göre çok daha zordur. Solüsyonların ve malzemelerin kombinasyonuna ilişkin birçok kısıtlama vardır ve substrat sıcaklığı, solüsyon konsantrasyonu ve ilave miktarı gibi koşulların sıkı bir şekilde kontrol edilmesi gerekir.
Koşullar ne kadar ince ayarlanmış olursa olsun, ıslak dağlamanın 1 μm'nin altında ince işlemeyi başarması zordur. Bunun bir nedeni yan aşındırma işleminin kontrol edilmesi ihtiyacıdır.
Alttan kesme, alttan kesme olarak da bilinen bir olgudur. Islak dağlama ile malzemenin sadece dikey yönde (derinlik yönünde) çözünmesi umulsa bile, çözeltinin yanlara çarpmasını tamamen engellemek mümkün olmadığından malzemenin paralel yönde çözünmesi kaçınılmaz olarak ilerleyecektir. . Bu olguya bağlı olarak, ıslak aşındırma rastgele olarak hedef genişlikten daha dar bölümler üretir. Bu sayede hassas akım kontrolü gerektiren ürünler işlenirken tekrarlanabilirlik düşük olur ve doğruluk güvenilmez olur.
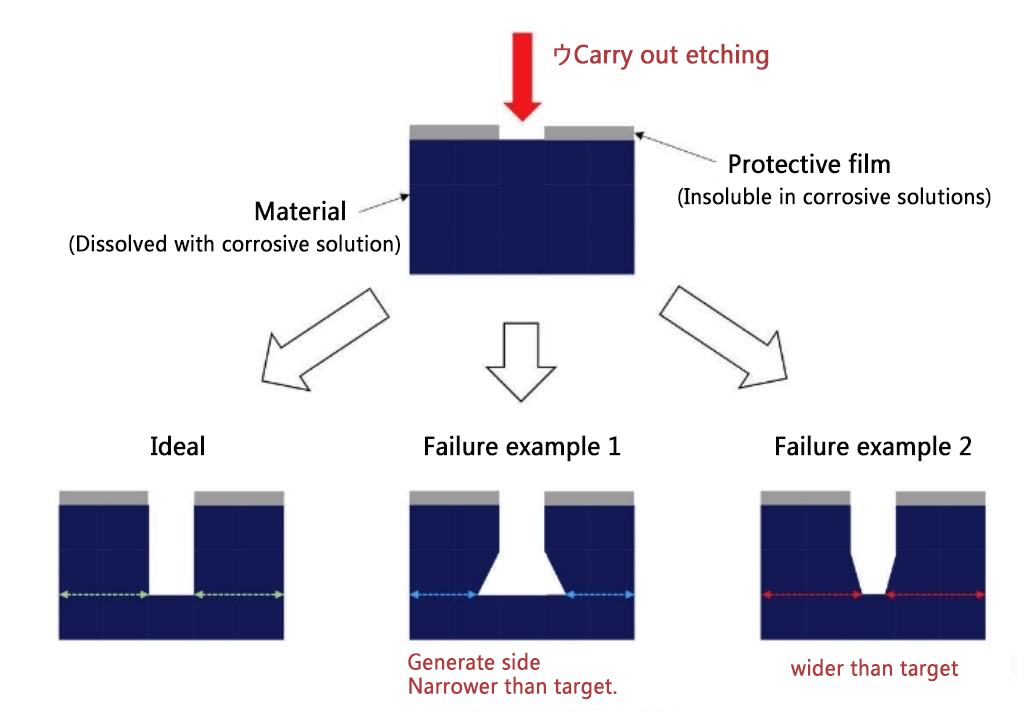 Islak Dağlamada Olası Arıza Örnekleri
Islak Dağlamada Olası Arıza Örnekleri
Kuru dağlama neden mikro işleme için uygundur?
İlgili Tekniğin Açıklaması Anizotropik dağlamaya uygun kuru dağlama, yüksek hassasiyette işlem gerektiren yarı iletken üretim proseslerinde kullanılır. Kuru aşındırma genellikle reaktif iyon aşındırma (RIE) olarak anılır ve geniş anlamda plazma aşındırma ve püskürtmeli aşındırma da içerebilir, ancak bu makale RIE'ye odaklanacaktır.
Anizotropik aşındırmanın kuru aşındırmayla neden daha kolay olduğunu açıklamak için RIE işlemine daha yakından bakalım. Alt tabakanın kuru aşındırma ve kazıma işlemini iki türe ayırarak anlaşılması kolaydır: "kimyasal aşındırma" ve "fiziksel aşındırma".
Kimyasal aşındırma üç aşamada gerçekleşir. İlk olarak reaktif gazlar yüzeye adsorbe edilir. Daha sonra reaksiyon gazından ve substrat malzemesinden reaksiyon ürünleri oluşturulur ve son olarak reaksiyon ürünleri desorbe edilir. Sonraki fiziksel aşındırmada, alt tabakaya dikey olarak argon gazı uygulanarak alt tabaka dikey olarak aşağıya doğru aşındırılır.
Kimyasal aşındırma izotropik olarak gerçekleşirken, fiziksel aşındırma gaz uygulamasının yönünü kontrol ederek anizotropik olarak gerçekleşebilir. Bu fiziksel aşındırma nedeniyle, kuru aşındırma, aşındırma yönü üzerinde ıslak aşındırmaya göre daha fazla kontrol sağlar.
Kuru ve ıslak aşındırma aynı zamanda ıslak aşındırmayla aynı katı koşulları gerektirir, ancak ıslak aşındırmayla karşılaştırıldığında daha yüksek tekrarlanabilirliğe sahiptir ve kontrol edilmesi daha kolay birçok öğeye sahiptir. Bu nedenle kuru dağlamanın endüstriyel üretime daha elverişli olduğuna şüphe yoktur.
Neden Islak Aşındırma Hala Gerekli?
Görünüşte her şeye gücü yeten kuru gravürü anladığınızda, ıslak gravürün neden hala var olduğunu merak edebilirsiniz. Ancak bunun nedeni basit: ıslak aşındırma ürünü daha ucuz hale getiriyor.
Kuru aşındırma ile ıslak aşındırma arasındaki temel fark maliyettir. Islak aşındırmada kullanılan kimyasallar o kadar pahalı değil ve ekipmanın fiyatının kuru aşındırma ekipmanının fiyatının yaklaşık 1/10'u olduğu söyleniyor. Ayrıca işlem süresinin kısa olması ve birden fazla alt tabakanın aynı anda işlenebilmesi, üretim maliyetlerini azaltır. Sonuç olarak ürün maliyetlerini düşük tutabiliyoruz, bu da bize rakiplerimize göre avantaj sağlıyor. İşleme doğruluğu gereksinimleri yüksek değilse, birçok şirket kaba seri üretim için ıslak dağlamayı seçecektir.
Aşındırma işlemi, mikrofabrikasyon teknolojisinde rol oynayan bir işlem olarak tanıtıldı. Aşındırma işlemi kabaca ıslak aşındırma ve kuru aşındırma olarak ikiye ayrılır. Maliyet önemliyse ilki daha iyidir ve 1 μm'nin altında mikroişleme gerekiyorsa ikincisi daha iyidir. İdeal olarak, hangisinin daha iyi olduğundan ziyade, üretilecek ürüne ve maliyete göre bir proses seçilebilir.
Gönderim zamanı: Nis-16-2024